Water Purification Equipment Manufacturer - Chinese Manufacturer, Factory, Supplier
Water Purification Equipment Manufacturer innovation sits at the nexus of global health imperatives and industrial progress. These entities design Water Purification Equipment that combines quantum filtration physics with biochemical remediation to address contaminants ranging from nanoplastics to zoonotic pathogens. Their systems don’t merely filter—they reengineer water’s molecular architecture.
Leading Water Purification Equipment Manufacturers deploy photocatalytic oxidation reactors capable of degrading 99.97% of perfluoroalkyl substances (PFAS) within 12-second exposure cycles. Their equipment integrates graphene-based capacitive deionization modules, achieving salt rejection rates exceeding 95% while consuming 60% less energy than reverse osmosis alternatives. For mining operations grappling with acid rock drainage, specialized Water Purification Equipment employs sulfate-reducing bioreactors and electrocoagulation chambers to neutralize pH imbalances at 5000L/minute throughputs.
The sector’s vanguard now leverages synthetic biology. Proprietary microbial consortia—patented by Water Purification Equipment Manufacturers—target pharmaceutical residues through enzymatic hydrolysis, breaking down β-lactam antibiotics into inert byproducts. Municipalities increasingly adopt these systems; a Singaporean plant utilizing biomimetic aquaporin membranes reduced desalination brine output by 43% while meeting WHO’s 0.1μg/L arsenic thresholds.
Customization drives value. A Water Purification Equipment Manufacturer serving semiconductor fabs might engineer ultrapure water systems with ≤0.1ppb total organic carbon (TOC), using ultraviolet/ozone hybrid oxidation to protect nanometer-scale circuitry. Contrast this with agricultural solutions: solar-powered electrochlorination units that generate 50ppm chlorine doses from brackish water, eliminating biofilm risks in drip irrigation networks.
Regulatory acumen separates industry leaders. EU-compliant Water Purification Equipment incorporates real-time Legionella pneumophila biosensors, auto-adjusting copper-silver ionization levels when detection thresholds exceed 100 CFU/mL. FDA-aligned pharmaceutical-grade systems feature 316L stainless steel distribution loops polished to 0.4μm Ra surface finishes, preventing endotoxin proliferation.
Emerging markets reveal untapped potential. In Lagos, a modular Water Purification Equipment Manufacturer prototype combining nanobubble aeration and clay-polymer composites reduced cholera incidence by 78% during monsoon floods. The system’s hydrodynamic modeling software autonomously adapts to turbidity fluctuations between 5-200 NTU, maintaining potability standards without operator intervention.
Sustainability benchmarks now dictate R&D trajectories. Cutting-edge Water Purification Equipment recovers 92% of lithium from geothermal brine streams using selective adsorption membranes, turning waste into battery-grade resources. Carbon-negative variants harness biochar electrodes to sequester 2.3kg CO2 equivalent per 1000L processed—a paradigm shift where purification becomes climate action.
For industries navigating water-energy nexus challenges, partnering with a Water Purification Equipment Manufacturer isn’t procurement—it’s strategic resource stewardship. Their technologies transform water from operational liability into circular economy asset, one purified molecule at a time.
 Centrifugal Dewatering Machine
Centrifugal Dewatering Machine YL-W-06 Commercial Water Purification Equipment
YL-W-06 Commercial Water Purification Equipment YL-W-05 Commercial Water Purification Equipment
YL-W-05 Commercial Water Purification Equipment YL-W-04 Commercial Water Purification Equipment
YL-W-04 Commercial Water Purification Equipment YL-W-03 Commercial Water Purification Equipment
YL-W-03 Commercial Water Purification Equipment YL-W-02 Commercial Water Purification Equipment
YL-W-02 Commercial Water Purification Equipment YL-W-01 Commercial Water Purification Equipment
YL-W-01 Commercial Water Purification Equipment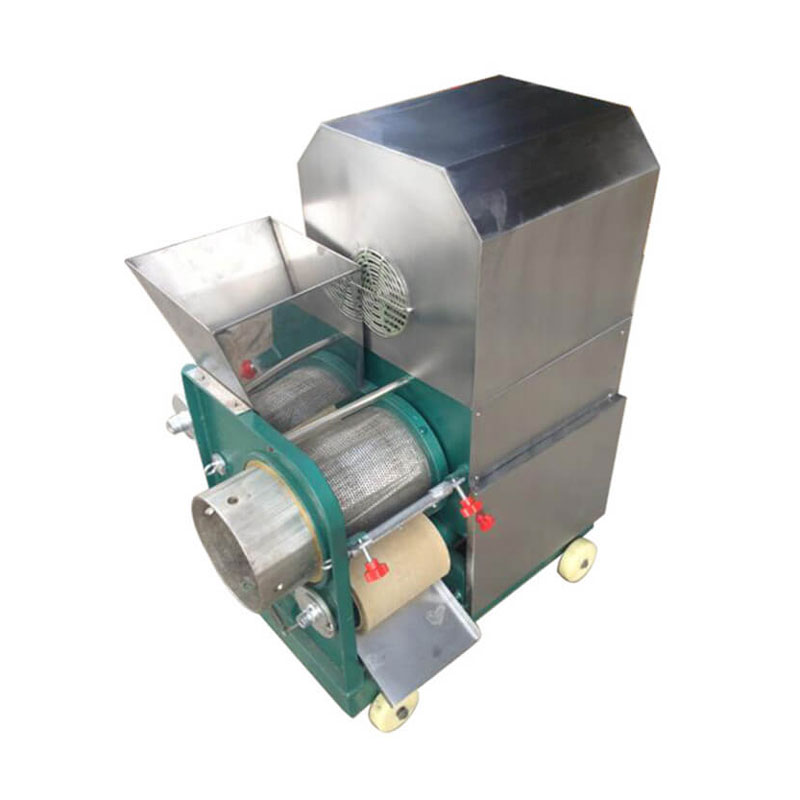 Fish Deboner Machine
Fish Deboner Machine Quantitative Vacuum Sausage Filler
Quantitative Vacuum Sausage Filler Gizzard Defatter
Gizzard Defatter Crushed Ice Machine
Crushed Ice Machine Chicken Processing Line
Chicken Processing Line Commercial Stufed Meatball Forming Machine
Commercial Stufed Meatball Forming Machine